作者:维尔克斯 时间:2021-6-2 9:14:22
随着激光表面加工技术的发展,大面积高速加工成为一个新的趋势,运用衍射光学元件(分束器)替代激光干涉加工技术在进行激光表面纹理(激光表面织构)时,兼具LST(Laser surface texturing)的加工精度、微结构加工的特征、加工的灵活性等优点,因而产品更易清洁,摩擦更低,寿命更长,疏水性、自洁性、防腐性等性能更优具有巨大的经济和生态潜力。
激光钻孔和激光诱导转移是一种激光加工的应用,传统的激光干涉加工速度受限于激光器的数量和光学系统的复杂程度,为了在不提高系统复杂程度的同时提高激光钻孔和激光诱导转移的效率,光学衍射型分束器就显得格外重要了。比如1×2分束器可以将一束光分成两束(分束器的每束光都具有原始光束的特性,除传播功率和角度),只要功率合理,多点阵的分束器可以大大提高激光钻孔和激光诱导转移的效率,这就相当于节省下了激光器及其他设计成本。所以衍射型分束器相对于激光干涉加工而言就极具有竞争力,还可以用于其他激光表面加工领域,比如激光表面织构、激光表面造型、激光微造型,激光点阵加工等。
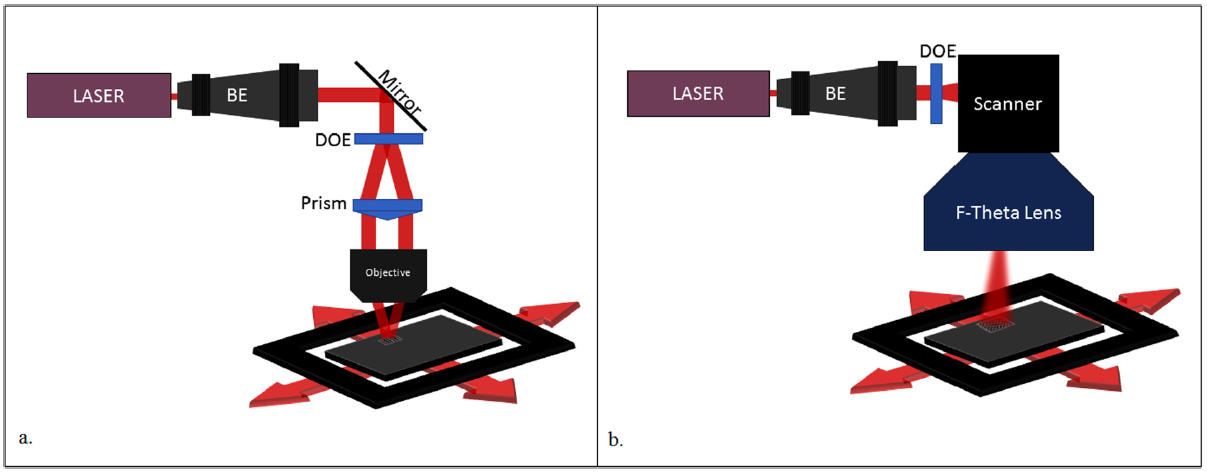
Holoor研究了特定条件下利用分束器进行激光表面纹理的问题。利用高功率短脉冲1064nm激光器,通过激光扩束器得到8mm入射光束直径,再通过Holoor的分束器后,在聚焦镜EFL=30mm处进行激光表面加工(激光表面织构、激光表面造型、激光微造型,激光点阵加工),系统结构如下图。
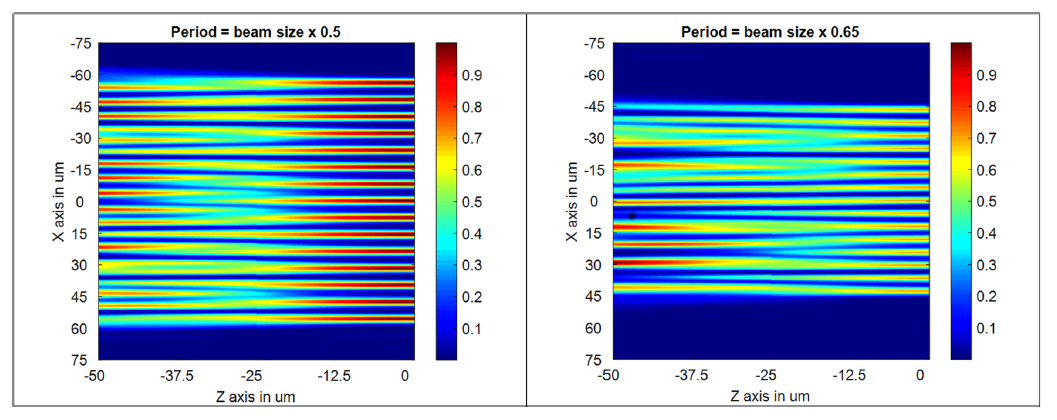
假设分束器入射光束直径=K倍的分束器周期,当分束器入射光束直径为一个定值8mm时,变动不同的K值,分束器周期也随之改变。下面我们模拟当K值为0.7、0.65、0.6、0.55时,聚焦镜焦平面产生的光斑效果。

通过上图图像对比,可以看出,当K值为0.7时,图像存在明显串扰,当K值为0.65时,可以保证图像无明显串扰,此时微结构填充比例最大,光能的利用效果最好;当K值为0.55时,填充比例下降。K=0.65,图像效果可以接受,此时填充率也较高。这里所说的填充比例就是占空比,
对光能的利用效果是一个因素,接下来,我们对比光点成像质量的影响。
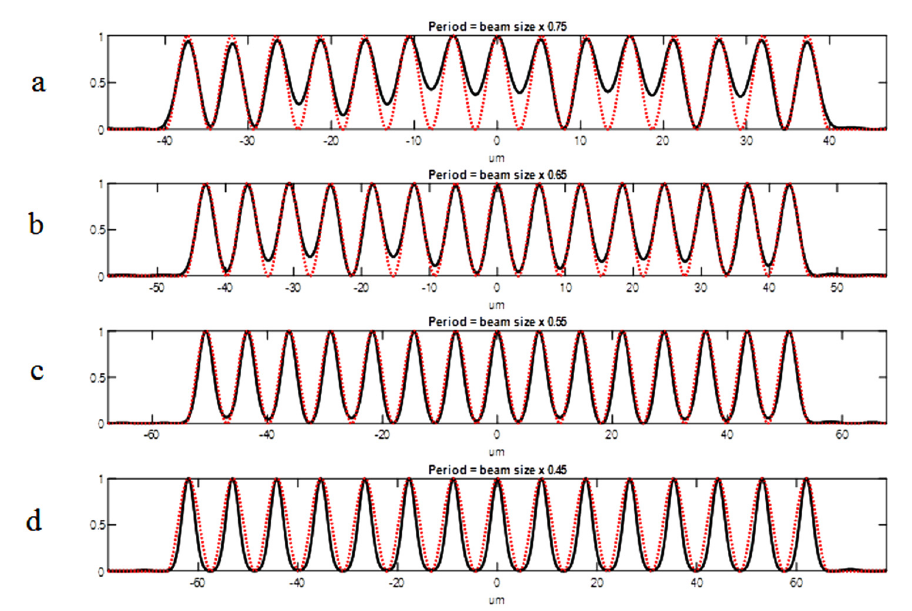
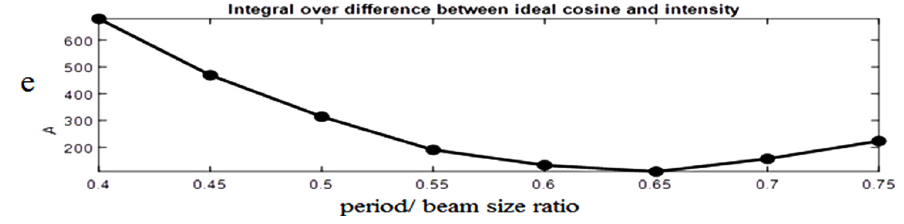
由上图可以看出,图b(K=0.65)在整体平方余弦强度图像轮廓上最佳,图c(K=0.55)在局部平方余弦强度图像上更为吻合。下图代表理想余弦与强度之差的积分,当K=0.65时,数值最低,图像质量最佳。
下图可以较为直观的反应焦深的对比关系,K=0.65的焦深要小于K=0.55时对应的焦深。
即使K=0.65的焦深<K=0.55的焦深,它在填充率、整体平方余弦强度图像轮廓等方面依然较佳。那么可以得出一个分束器入射光束直径=0.65×分束器周期。
举例说明:当聚焦镜EFL=100mm,分束器周期为17.7mm,则最佳分束器入射光束直径=17.7/0.65≈27.2mm。
结论:
利用高功率短脉冲1064nm激光器,在EFL=30mm处进行激光表面加工,运用激光表面纹理(LST)技术比激光干涉加工更具优势;
在入射光束直径为8mm时,改变Holoor的分束器周期结构,对聚焦镜焦平面产生的图像进行分析。结果表明,当分束器周期为0.65倍的入射光直径时,可以实现高占空比、无干涉串扰的激光表面织构加工。