作者:维尔克斯 时间:2024-10-14 11:57:27
激光玻璃焊接在许多行业中是一种成熟的工艺,利用激光功率有选择地加热玻璃并使其熔化,使两块玻璃以高强度粘接在一起。最初,真空玻璃焊接使用CO2激光器,因为这是最早的高功率激光源,而二氧化碳辐射在玻璃中具有很强的吸收性。这种强烈的吸收将CO2激光束焊接限制在表面焊接上,迫使激光从上到下熔化整个玻璃,使焊接过程变慢。
激光束整形解决方案,增强USP玻璃焊接性能
holoor行射光学元件可以对激光束进行整形和分束,以产生任何所需的强度分布。这种灵活性为克服真空玻璃焊接限制提供了多种选择。
holoor衍射光束分束器可以将单个焊接点变成阵列(或环形)的点。这可以通过将能量分散到几个熔池来提高激光束焊接缝的质量,同时仍然保持的熔池非拉伸形状。这样可以获得更大的熔池,从而弥合更大的缝隙,而不会因伸长而开裂。
多焦点DOE,特别是双焦点DOE(BF),可以将焦点分成两个预先设定的焦点,这样可以同时熔化两个玻璃表面,从而减少裂纹,并将有效桥接间隙减少一半。
螺旋相位板可用于产生更均匀的熔池,因为螺旋相位板可以实现环形加热,从而减少裂纹并增加桥接距离。
高功率超短脉冲(USP)激光器的出现,使得基于激光在狭窄、明确定义的焦点区域内的非线性吸收的新型激光玻璃焊接概念成为可能。这有可能只熔化焊接区域,而不浪费能量加热整个玻璃块,从而形成牢固的焊接。然而,USP激光玻璃工艺所需的高功率密度往往要求高NA聚焦,这限制了焦深,从而将激光束焊接深度限制在狭窄的一层。
在本文中,holoor回顾了一些衍射光学元件光束整形解决方案,激光玻璃焊接DOE可以增强UPS激光器的激光玻璃焊接效果,从而扩大聚焦深度和加厚焊接层,同时抑制裂纹和气泡等过程的出现。
使用USP激光器进行激光玻璃焊接-典型的工艺流程挑战和限制因素
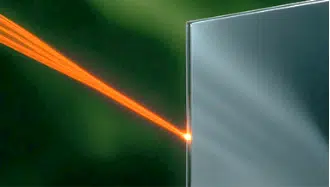
用于焊接的典型高输出功率激光器是USP光纤激光器,大多在IR~1um波长。然后,将被焊接的两个玻璃表面尽可能紧密地接触,激光通常从顶部发射,并使用高NA物镜将激光聚焦到上部玻璃片的底部。
USP激光器仅在激光光斑聚焦的玻璃中产生熔池,因为这是非线性吸收发生的地方。虽然这种类型的USP激光焊接具有局部、相对“冷却”和快速的特点,但它确实带来了几个挑战。
由于实际限制,玻璃之间总会有一些空气间隙。克服这一间隙通常被称为“桥接”。在USP激光焊接中,当熔融玻璃扩展到间隙并冷却凝固时,熔池的快速冷却会在焊缝上产生强烈的拉伸应力。当间隙过大时,焊缝中会产生裂纹。
UPS激光焊接应用中产生焊接裂纹的另一个原因是玻璃加热的动态。当玻璃仍然很冷时,UPS激光器通常会产生裂纹,这些裂纹随后被熔池吸收并消除。然而,如果熔池被拉长(深度大,腰部窄),裂纹就会传播到熔化区域之外,无法消除。这意味着在激光玻璃焊接中必须使用高NA聚焦,以确保聚焦深度与光束腰部相近。
这些桥接机制和裂纹的形成限制了可以焊接的材料类型和玻璃表面质量范围,因为高速激光玻璃焊接机无法承受将玻璃片夹在一起,或者只能焊接高度平整和光学抛光玻璃。
总结
使用超短脉冲激光器进行激光玻璃焊接是一种前景广阔的工艺,有许多应用领域,正逐渐被更多的工业应用所采用。USP玻璃激光焊接应用包括光纤端盖的激光焊接、植入人体的微芯片的玻璃密封以及许多其他高端应用。
USP激光束焊接工艺具有挑战性,需要克服各种工艺相关问题,如裂纹、激光玻璃桥接间隙和需要严格聚焦。衍射光学元件可以改变激光束的形状,从而增强USP激光玻璃焊接工艺,使焊接能够在更大的桥接间隙上进行,并以更高的速度进行。
什么是USP激光焊接?
USP(超短脉冲)激光焊接是一种利用高功率USP激光束加热两个玻璃的接触表面,使玻璃熔化并凝固,从而将零件粘合在一起的过程。
USP激光玻璃焊接的优势是什么?
与CO2激光焊接不同,USP激光焊接中使用的激光通常在IR波长下,此时玻璃是透明的。只有当能量密度高到足以产生非线性吸收过程时,才会发生吸收。这意味着焊接高度集中在聚焦点上,工件在更远的地方不会发热。这样就可以焊接上面或附近有热敏结构的玻璃。
USP激光焊接的主要限制因素是什么?
由于熔池的局部化和高能量密度,如果熔池几何形状过长,或者激光玻璃桥接间隙过大,则可能在焊缝和附近玻璃中出现裂纹。
激光玻璃焊接DOE如何帮助改进USP激光玻璃焊接?
通过改变光束形状或将光束分成光束阵列,可以修改熔池以覆盖更大的区域(同时仍不拉长),并且熔池中的温度可以更加均匀。这些效果可以减少裂纹并增加可能的桥接间隙。